 Click the left links to find technical parameters
Click the left links to find technical parametersFor elevator wire rope, we supply traction ropes with NFC, IWRC, CSC cores and over-speed governor ropes with SFC and WSC cores. Products comply with GB 8903, ISO 4344, EN 12385-5 and JIS G3525 standards with good quality and long service life.
Unlike single-brand suppliers, we can offer customers flexible sourcing options to fit different project requirements:
● Cost-effective elevator ropes, METALLINK produced by ourselves for the maintenance market of elevator wire ropes.
● High-end Chinese elevator ropes, serving Mitsubishi, Fujitec, Schindler, TKE, OTIS, KONE, HITACHI, TOSHIBA etc.
● World-famous elevator rope like Gustav Wolf
Download the catalog of elevator ropes

Click here if the video below fails to play

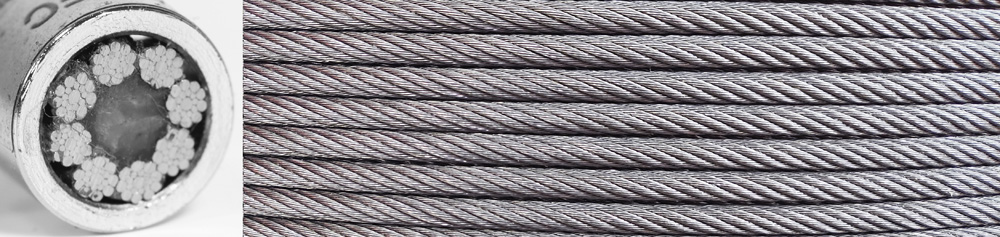
Fiber core (FC): typically made of sisal or synthetic fibers. It has good flexibility and high oil content, acting like a "mini oil depot" to store lubricating oil, making it suitable for normal environments. Elevator traction ropes usually use sisal cores, while elevator over-speed governor ropes typically use synthetic fiber cores(pp).
Steel core (IWRC): offers high structural stability and minimum breaking load. It is more stable when subjected to sheave groove compression, making it suitable for high-rise, high-speed elevator traction ropes.
Composite steel core (CSC): offers high structural stability and minimum breaking load, more flexible and better oil storage performance than IWRC, making it suitable for high-rise, high-speed elevator traction ropes.
In most of cases, during elevator maintenance, it is sufficient to select the same type of steel wire rope as previously used.
| rope construction | elevator lifting speed | elevator traveling height |
| 8×19S-FC | ≤ 2.0 m/s | ≤80 m |
| 8×19S-IWRC | ≤ 4.0 m/s | ≤ 200 m |
| 8×19S-CSC | ≤ 4.0 m/s | ≤ 200 m |
| 9×19S-IWRC | > 4.0 m/s | > 200 m |
| 9×19S-CSC | > 4.0 m/s | > 200 m |
European and American elevator manufacturers typically use 1370/1770, 1570, and 1570/1770 for elevator traction ropes.1770 is commonly used for elevator over-speed governors.
Japanese and Korean elevator manufacturers typically use 1620/1770 and 1620(grade A) for elevator traction ropes. 1320/1620(grade E) and 1320/1770 are commonly used for elevator over-speed governors.
For elevator traction ropes with fiber core, the ratio of the traction sheave diameter to the steel wire rope diameter should generally be ≥40.
For elevator traction ropes with steel core or composite steel core, the ratio should generally be ≥45.
A smaller drawer diameter ratio will cause excessive bending of the wire rope, leading to a sharp reduction in its fatigue life.
Nominal diameter:
Generally, a minimum of 8mm is required to ensure the foundation's load-bearing capacity.
For villa elevators or machine-room-less elevators, a minimum of 6mm is generally required.